
Kontinuéierlech extrusion Maschinnen



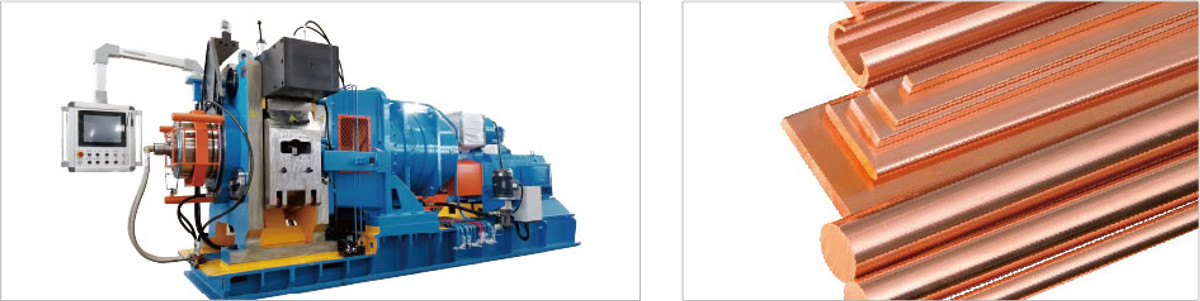



Virdeeler
1, Plastiksverformung vun der Fütterungsstab ënner der Reibungskraaft an der héijer Temperatur, déi d'intern Mängel an der Staang selwer komplett eliminéiert fir d'Finale Produkter mat exzellenter Produktleistung an héijer Dimensiounsgenauegkeet ze garantéieren.
2, weder virhëtzen nach annealing, gutt Qualitéit Produiten duerch extrusion Prozess mat manner Muecht Konsum gewonnen.
3, mat enger eenzeger Gréisst Staangfütterung, konnt d'Maschinn eng breet Palette vu Produkter produzéieren andeems Dir verschidde Stierwen benotzt.
4, ass d'ganz Linn einfach a séier operéiert ouni schwéier Aarbecht oder Verschmotzung während der Extrusioun.
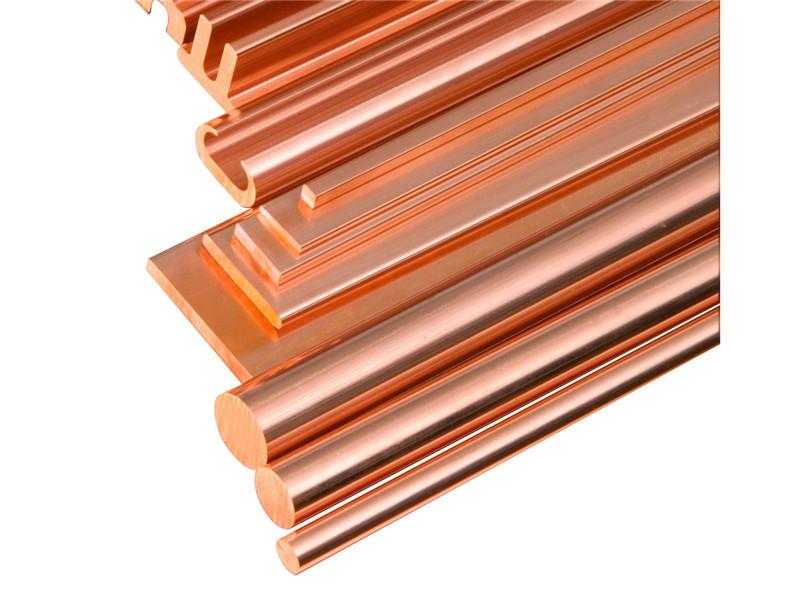
Kupfer Staang fidderen
1.To maachen Kupfer flaach Dréit ofgepëtzt, kleng Koffer busbar a Ronn Drot
| Modell | TLJ 300 | TLJ 300H |
| Main Motor Power (kw) | 90 | 110 |
| Fudderstang dia. (mm) | 12.5 | 12.5 |
| Max. Produit Breet (mm) | 40 | 30 |
| Flaach Drot Kräiz-Sektioun | 5-200 | 5-150 |
| Ausgang (kg/h) | 480 | 800 |
Produktioun Linn Layout

Bezuelen Pretreatment Extrusion Machine Cooling Sys. Dänzer Take-up Machine
2.To maachen Koffer busbar, Koffer Ronn a Koffer Profil
| Modell | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| Haaptmotor Muecht (kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| fidderen Staang dia. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| max. Produit Breet (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| Produktstang Ø (mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| Produit Querschnitt Beräich (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| Ausgang (kg/h) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Produktioun Linn Layout

Pay-Off Feeder & Straightener Extrusion Machine Cooling Sys. Längt Counter Product Bench Take-up Machine
3. Fir Kupferbusbar ze maachen, Kupferstreifen
| Modell | TLJ 500U | TLJ 600U |
| Haaptmotor Muecht (kw) | 355 | 600 |
| fidderen Staang dia. (mm) | 20 | 30 |
| max. Produit Breet (mm) | 250 | 420 |
| max. Breet zu Dicke Verhältnis | 76 | 35 |
| Produktdicke (mm) | 3-5 | 14-18 |
| Ausgang (kg/h) | 1000 | 3500 |
Produktioun Linn Layout

Kupferlegierung Staang Ernierung
Uwendung fir Kommutator Dirigent, Messing eidel, Phosphor Kupfer Staang, Lead Frame Sträif, Eisebunn Kontakt Drot etc.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| Material | 1459/62/63/65 Messing cu/Ag (AgsO.08%) | phosphor Kupfer (Pso.5%) cu/Ag (AgsO.3%) | Magnesium Kupfer (MgsO,5%) Eisen Kupfer (Feso.l% | Magnesium Kupfer (MgsO,7%)/Cucrzr |
| fidderen Staang dia. (mm) | 12/12.5 | 20 | 20 | 25 |
| max. Produit Breet (mm) | 30 | 150 (Sëlwer Kupferstreifen) | 100 (Lead Frame Sträif :) | 320 |
| Produktstang Ø (mm) | phosphor Kofferball: 10-40 | Magnesium Kofferrod: 20-40 | Magnesium Kofferrod: 20-40 | |
| Ausgang (kg/h) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Produktioun Linn Layout
Pay-Off Feeder & Straightener Extrusion Machine Cooling Sys. Längt Konter Take-up Machine
Aluminium Staang fidderen
Uwendung fir flaach Drot, Bus Bar, a profiléiert Dirigent, Ronn Röhre, MPE, a PFC Tubes
| Modell | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| Haaptmotor Muecht (kw) | 110 | 110 | 160 | 250 |
| fidderen Staang dia. (mm) | 9.5 | 9.5 | 2*9.5/15 | 2*12/15 |
| max. Breet vun flaach Drot Produit (mm) | 30 | 30 | 170 | |
| flaach Drot Produit Querschnitt Beräich (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| Ronn Röhre dia. (mm) | 5-20 | 5-20 | 7-50 | |
| flaach Rouer Breet (mm) | - | ≤40 | ≤70 | |
| flaach Drot / Tube Output (kg/h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Produktioun Linn Layout

Pay-off Straightener Ultrasonic Botzen Cooling Sys Dancer Take-up Machine
Foto 217282
Zesummenhang Produiten
-

Kontinuéierlech Verkleedung Maschinnen
Prinzip De Prinzip vun der kontinuéierlecher Verkleedung / Mantel ass ähnlech wéi dee vun der kontinuéierlecher Extrusioun. Mat tangentialen Toolingarrangement dréit d'Extrusiounsrad zwee Staang an d'Verkleedung / Schëllerkammer. Ënnert der héijer Temperatur an Drock erreecht d'Material entweder d'Konditioun fir metallurgesch Bindung a bildt eng Metallschutzschicht fir direkt de Metalldrahtkär ze bekleeden, deen an d'Kammer erakënnt (Verkleedung), oder gëtt extrudéiert ...